四八一二厂高压空压机异常噪声的分析与处理 - 公司新闻 - 新闻资讯 - 安徽华晶机械有限公司中牌空压机销售中心
全国销售、服务热线
13500550570
0556-5023370
加微信咨询
网站首页
关于我们
空压机展示
资质荣誉
新闻资讯
成功案例
在线留言
联系我们
热门新闻
公司记事:安徽捷迅公司组团参
定岗定编、人事改革见成效
四八一二工厂无油静音空压机在
安庆四八一二厂空压机是我国全
建党百年学党史 缅怀先烈思
联系我们
地址:中国·安庆
咨询热线:13500550570
固定电话:0556-5023370
邮箱:524956092@qq.com
网址:http://www.china4812.com
当前位置:
首页
>>
新闻资讯
>>
公司新闻
公司新闻
四八一二厂高压空压机异常噪声的分析与处理
时间:2020-04-27 19:37:47
点击:次
1 引言
高压空压机是军港或军械供气站等场所的主要设备之一,通过空压机各级气缸中工作容积的不断变化,对吸入的空气进行压缩,从而产生具有一定压力的压缩空气。空压机启动后,压力逐渐升高,其产生的综合活塞力通过活塞、连杆及曲轴部件传递给滚动轴承,滚动轴承再通过其安 装孔传递给两端支撑的曲轴箱和轴承座上,最后通过空压机支脚传递给安装基础]。空压机工作时,滚动轴承与其安装孔之间有交变的作用力,同时为了降低空压机的振动和噪声等指标,一般既要控制曲轴的径向跳动,也要控制曲轴的轴向窜动,即要限制曲轴在径向和轴向上的运动而不能发生大的位移变化量。
2 异常噪声的现象及原因分析
某型高压空压机在首台样机开始试运行的过程中,逐渐出现间歇性的异常噪声,且随着末级背压的升高,噪声值有加大的趋势,且当时除了噪声异常外,空压机仍能“正常”运行。在发现此异常现象后,工厂工程技术人员第一时间到现场进行查验、分析。基于此款高压空压机结构紧凑和出现异常噪声现象的特点,经初步判断,可能有如下几个方面的原因:
(1) 组合气阀。由于各级的气阀均为组合阀,在工作过程中,其进、排气阀片或弹簧片可能出现了局部断裂或破损,在高频率的吸气和排气过程中,发出间歇性的空气噪声;
(2) 风扇叶片。因风扇与曲轴采用锥面配合,且冷却风扇的叶片直径较大,在曲轴带动风扇做高速旋转的过程中,由于其锥面加工误差、装配质量、叶片刚度以及动平衡等因素的综合影响,风扇叶片振幅过大导致与其周围物体有轻微的摩擦,进而产生间歇性的机械噪声;
(3) 轴承缺油。曲轴主轴颈处安装滚动轴承的供油量不足,在高速旋转时,滚动轴承出现了干摩擦或局部结构性损伤而产生的异常噪声;
(4) 轴承公差与配合。曲轴主轴颈处安装滚动轴承的公差与配合不当,在高速旋转时,滚动轴承松动后出现了间隙而产生的异常噪声。
3 异常噪声的排除过程及方法
在综合考虑了该设备的保障性和经济性的前提下,同时尽量缩短故障排除的时间,在进行故障排查前,制定了排查步骤:先检查空压机外围的辅助部分,再检查空压机的内部结构,即先排查拆卸少的外围部件,最后排查拆卸多的内部结构。
首先,根据噪声源的分布情况,通过逐级拆卸各级的气缸盖,取出对应级的组合阀,开机检查并通过前后噪声的对比,初步判断异常噪声不是由组合阀引起的。
其次,根据冷却风扇的结构特点,先拆掉其周围的风扇罩壳,开机后噪声依然存在,后把冷却风扇及其附属管路均拆卸下来,开机发现噪声 依旧,故而判断异常噪声也不是风扇叶片引起的。
最后,在空压机的内部结构上查找原因,因轴承座是通过8个螺栓连接到曲轴箱端部的,故先把轴承座从端部拆卸下来并检查其内孔安装的滚动轴承。当轴承座拆卸完毕时,其表面温度仍有约30益左右,经初步检视,在滚动轴承的可视表面上均匀布满了润滑油,也没有出现结构损伤及干涉现象,但随后用手稍用力向外拉动滚动轴承时,即被轻松地拉出来3 mm左右,且同时发现滚动轴承在孔内可以轻微的“晃动”(由表1知此时已为小间隙配合了),后把其一起放入油槽内稍许加热即可把滚动轴承完全拉出来,此时发现轴承座的内孔表面和滚动轴承的外圆周表面上,且沿着圆周运动的方向上均有明显的摩擦痕迹,后经检测,内孔已失圆。
经过分析,初步判断异常噪声是由于安装在轴承座内孔处的滚动轴承出现了间隙配合,并在高速旋转和力的共同作用下,发生了较严重的相 对位移,从而产生了异常噪声。
4 试验验证的过程及方法
在设计空压机时,尤其是配装在舰船上的空压机,一般有质量要求,为了降低机组的整体质量,轴承座等采用铸铝合金ZL104,滚动轴承选用进口件,一般为轴承钢或合金钢的标准件。当拆卸下来的轴承座降至环境温度12.5益时,使用内径千分表测量轴承座的内孔,其最小直径处的偏差约为-0.013 mm,用杠杆千分尺测量滚动轴承的外径,其尺寸偏差约为-0.004 mm。调阅轴承座原始设计尺寸,其内孔的极限偏差为覫110(-0.022~0)mm,且没有标注加工和检测时的环境温度要求。经查,当时这个轴承座的加工环境温度约为15益,记录的加工尺寸偏差为-0.01 mm。
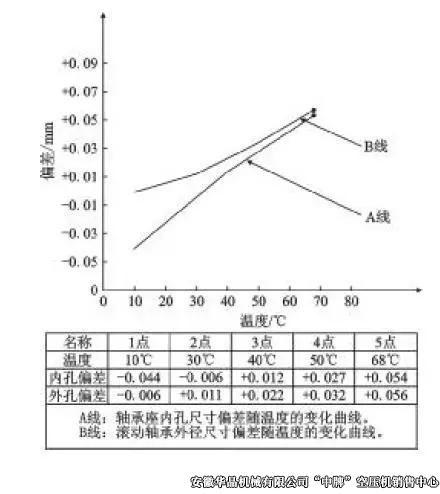
试验验证时,使用油浴法加热,即分别把拆卸下来的轴承座和滚动轴承放置在同一个油槽内加热,保温一段时间后,分别测量油温在30益、40益、50益及68益时几个阶段轴承座内孔和滚动轴承外径的尺寸,由于加热膨胀,内孔和外径均会变大,并在68益左右时,其内孔偏差增至+0.088 mm,而滚动轴承外径偏差增至+0.056 mm。由此可知,随着温度不断上升,滚动轴承就由最初的过盈配合,逐渐变成了间隙配合,而且运行过程中交变应力的作用会使间隙值进一步加大。
根据设计的油冷却器不同,往复活塞式高压空压机工作时的油温也即轴承座内孔处的温度一般在55耀75益之间,因此,在加工轴承座的内孔时,需要根据加工和检测时的环境温度,严格控制其内孔的尺寸偏差。
经试验、记录,产生异常噪声的轴承座,其内孔改进前的加热试验结果和曲线图,如图1所示。由图1可以看出,当空压机运行时,由于压缩和摩擦会产生大量的热,且配合的2个零件膨胀系数相差较大,当轴承座和滚动轴承的温度超过27益左右后(即图1中的C点),轴承座内孔的偏差值就开始大于滚动轴承外径的偏差值,且随着温度不断升高,虽然滚动轴承外径的偏差值也变大,但表示轴承座内孔尺寸偏差大小随温度变化的A线此后就一直处于滚动轴承外径尺寸偏差B线的上方,即2个零件间将出现间隙,逐渐松动而产生相对位移,进而形成噪声源。
5 处理措施
在综合分析了异常噪声的排除过程和验证试验后,如何有效地解决和控制铸铝合金及类似材料的加工尺寸问题,是研究的最终目的。
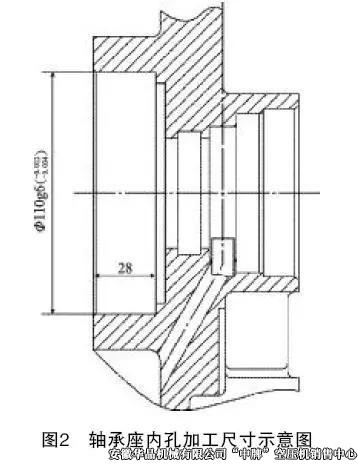
为此,根据机械设计手册[4]中提供的铸铝合金膨胀系数及所做的验证试验,按5益为一个梯度,规定了此铸铝合金轴承座内孔的加工原则:即滚动轴承座内孔的加工尺寸,必须考虑加工和检测时的温度影响,图样上标注的内孔尺寸极限偏差(见图2)是针对环境温度为20益时的情况,当加工和检测时的温度与20益偏离时,每增加或减少5益,其上、下偏差值就相应增加或减少0.01 mm,依此类推。
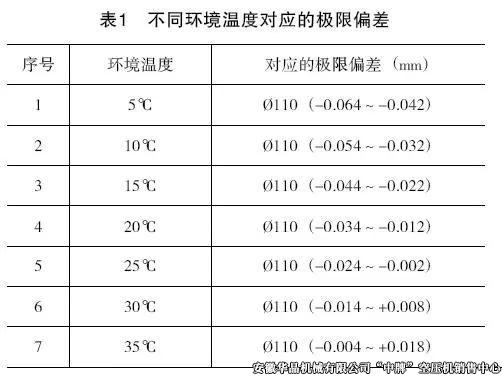
根据上述的加工原则并优化轴承座内孔的极限偏差,同时考虑工厂加工场所的实际情况,现给出了5耀35益的环境条件下,统计不同环境温度时轴承座内孔尺寸对应的极限偏差,详见表1。
按表1中列出的不同温度时对应的极限偏差进行零件加工,并随机抽取数只改进后的轴承座,取其偏差的平均值(加工环境温度约10益),又进行了同样的加热试验,并记录了加热温度及对应的尺寸偏差情况,其试验结果与曲线图见图3。
由图3可以看出,在综合考虑了温度的影响及优化轴承座内孔的极限偏差后,在轴承座内孔处和滚动轴承的温度达到70益左右时,其表示轴承座内孔尺寸偏差大小随温度变化的A线就一直处于滚动轴承外径尺寸偏差B线的下方了,即一般空压机在运行时所能达到的油温范围内,基本可以保证2个零件一直处于适度的过盈配合状态,从而避免了因2个零件间出现间隙,逐渐松动后而产生的异常噪声现象。
6 耐久性试验情况
按上述原则和方法加工出的轴承座,在批量装配使用前,先随机安装在一台空压机上,并参照GJB 1491-92 《舰用电动高压往复活塞空气压缩机通用规范》 中4.7节的检验方法,重新进行了1000 h的耐久性试验。在整个试验过程中,没有再出现类似的异常噪声,后经拆机检查,滚动轴承连接紧固,也没有出现相对摩擦等的痕迹,且在后续批量进行的生产、试验及销售的空压机中,也均没有一台空压机出现之前的异常噪声现象了。
7 结语
在设备出现故障时,需要根据故障的特点,及时、准确地进行故障预判,通过全面分析故障现象,并结合产品结构原理,客观准确地判断故障原因及损害程度,科学地制定排查措施和实施步骤。
通过实例进行总结,可以优化产品设计,使零件的加工过程和质量活动处于受控状态,同时给重要零件在选用相似或同一类型的材料时提供参考和方法。
上一篇:
如何合理有效的对空压机进行维护和预防
下一篇:
铸精品创"中"牌---中国人民解放军第四八一二工厂空压机发展纪实


 皖公网安备 34081102000401号
皖公网安备 34081102000401号